




王秀琴1 李孟福2 章超荣3 杨海林4 闫保营5
(1、3、4、5 南车二七车辆有限公司,2 铁总驻厂验收室 北京 丰台100072)
摘 要:本文主要对70t级铁路货车平车中梁用Q420NQR1热轧高强耐候H型钢,在抽制鱼腹时采用不开坡口双面埋弧焊,选用匹配合理的焊接材料、选取不同的焊接参数焊接,通过焊接试验结果分析,确定了采用埋弧焊焊接工艺参数。
关键词:Q420NQR1;热轧高强耐候H型钢;双面埋弧焊;不开坡口对接;焊接工艺参数
0 引言
70t级铁路货车共用平车、集装箱专用平车,其单根中梁一般采用Q420NQR1热轧高强耐候H型钢经过抽制鱼腹拼接而成,H型钢尺寸规格为H630×200×15×20,抽制鱼腹为H型钢的腹板,腹板厚度为15mm,拼接焊缝采用不开坡口双面埋弧焊的高效焊接工艺,由于采用埋弧焊工艺焊接热输入较大极易造成冲击韧性下降,同时由于腹板较厚、不开坡口双面焊如果工艺参数选择不当则很难保证拼接焊缝全熔透,因此,为保证焊接接头冲击韧性值不低于母材要求、拼接焊缝全熔透,进行Q420NQR1热轧高强耐候H型钢鱼腹拼接埋弧焊工艺研究很有必要。
1 母材化学成分和力学性能
Q420NQR1热轧高强耐候H型钢的化学成分见表1、力学性能见表2。
表1 Q420NQR1化学成分(﹪)
|
材质 |
C |
Si |
Mn |
P |
S |
Cu |
Cr |
Ni |
|
标准值 |
≤0.15 |
≤0.75 |
≤1.60 |
≤0.030 |
≤0.015 |
0.20~0.55 |
0.20~1.00 |
0.15~0.65 |
|
实测值 |
0.10 |
0.48 |
1.24 |
0.019 |
0.003 |
0.32 |
0.24 |
0.25 |
表2 Q420NQR1力学性能
|
材质 |
抗拉强度 MPa |
屈服强度 MPa |
延伸率 ﹪ |
冲击性能(J) (Akv,-40℃,10x10x55) |
冷弯 (180°,d=3a) |
|
标准值 |
≥520 |
≥420 |
≥21 |
≥27 |
完好 |
|
实测值 |
540 |
420 |
30 |
280、286、288 |
完好 |
2 焊接试验
2.1 焊接材料选用
试验用Q420NQR1试板为Q420NQR1热轧H型钢腹板加工而成,埋弧焊采用焊丝牌号为TH550-NQ-Ⅲ,直径为φ4mm,配用焊剂为SJ101。所用焊丝化学成分、熔敷金属力学性能见表3、表4。
表3 TH550-NQ-Ⅲ焊丝化学成分(﹪)
|
材质 |
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Cu |
|
标准值 |
≤0.12 |
≤0.35 |
1.0~2.0 |
≤0.025 |
≤0.02 |
0.3-0.9 |
0.2-0.8 |
0.2-0.5 |
|
实测值 |
0.08 |
0.033 |
1.51 |
0.015 |
0.011 |
0.47 |
0.3 |
0.29 |
表4 TH550-NQ-Ⅲ熔敷金属力学性能(匹配焊剂为SJ101)
|
力学性能 |
抗拉强度 MPa |
屈服强度 MPa |
延伸率 ﹪ |
冲击性能(J) (-40℃,10x10x55) |
冷弯 (180°,d=3a) |
|
标准值 |
≥550 |
≥450 |
≥22 |
≥60 |
— |
|
实测值 |
590 |
495 |
25 |
114、108、122 |
完好 |
2.2 焊接试板
焊接采用ZD5-1000型直流埋弧焊机,试板焊接前使用砂轮清理焊接区域油污等杂质,以露出金属光泽为标准。试板采用Q420NQR1热轧H型钢腹板加工,板厚为15mm,组对间隙均为0-1mm,错板不大于1mm,焊接接头如图1所示,采取不开坡口对接双面埋弧焊如图2所示。
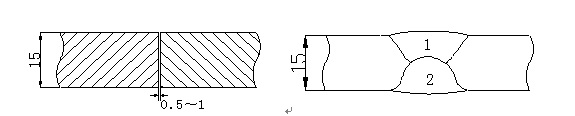
图1 鱼腹拼接组装示意图 图2 埋弧焊双面焊接示意图
共焊接三对试板,其中M1、M2号试板焊接采用较工艺参数,M3号试板焊接采用较大焊接工艺参数焊接,具体见表5。
表5 焊接工艺参数
|
试板编号 |
焊缝分层 |
焊接电流 A |
电弧电压 V |
焊接速度 mm/s |
热输入 KJ/mm |
|
M1 |
正面焊 |
580 |
34 |
7.5 |
2.63 |
|
背面焊 |
650 |
36 |
9.2 |
2.54 |
|
|
M2 |
正面焊 |
600 |
36 |
8.3 |
2.60 |
|
背面焊 |
680 |
37 |
9.2 |
2.73 |
|
|
M3 |
正面焊 |
620 |
36 |
8.3 |
2.69 |
|
背面焊 |
750 |
38 |
10 |
2.85 |
注:组对间隙均为0-1mm。
3 试验结果分析
3.1 焊接工艺性
电弧稳定性及焊后脱渣性、焊缝成形均良好,如图3所示。
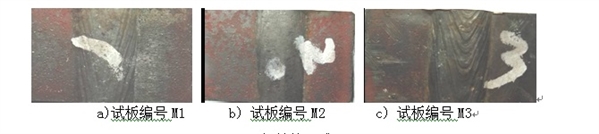
图3 焊缝外观成形
3.2 焊缝外观及内在质量
焊后首先进行焊缝表面的目视检验,对接板表面无未熔合、咬边、裂纹、弧坑、气孔等缺陷出现。焊后24小时进行焊缝质量X射线探伤,试板M1存在长340mm未熔透,试板M2、试板M3均未出现未熔透、气孔、未熔合等缺陷,经评定M2、M3试板合格为Ⅰ级焊缝,如图4所示。
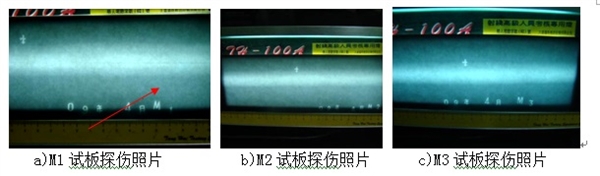
图4 X射线探伤照片
3.3 力学性能试验
M1试件未焊透,不再进行力学性能试验。
3.3.1 拉伸试验
拉伸试验情况如图5,试验结果见表6。
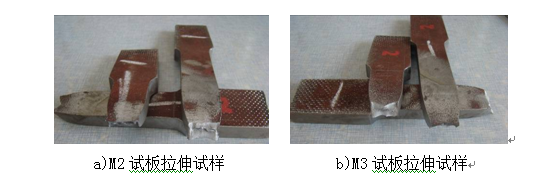
图5 拉伸试验
表6 拉伸试验结果
|
试板编号 |
屈服强度R(MPa) |
抗拉强度Rm(Mpa) |
断裂位置 |
|
M2 |
455 |
600 |
母材 |
|
M3 |
465 |
620 |
母材 |
由试验结果可知,试板M2、M3的屈服强度、抗拉强度均大于母材及标准要求,且断裂位置位于母材侧,拉伸性能合格。
3.3.2 弯曲试验
弯曲试验情况如图6,弯曲试验结果见表7。

图6 弯曲试验
表7 弯曲试验结果
|
试板编号 |
试样厚度 mm |
弯曲角度 |
试样类型 |
弯曲结果 |
|
M2 |
10 |
150°(d=2a) |
正弯 |
完好 |
|
背弯 |
完好 |
|||
|
M3 |
10 |
150°(d=2a) |
正弯 |
完好 |
|
背弯 |
完好 |
由试验结果可知,试板M2、M3的正面与背面弯曲试验在焊缝处、热影响区处及母材处均保持完好,未发生断裂现象,弯曲性能符合标准要求。
3.3.3 冲击试验
试验结果详见表8。
表8 冲击试验结果
|
试样编号及缺口位置 |
冲击吸收功(J) (试样10x10x55,-40℃,V型缺口) |
||||
|
1 |
2 |
3 |
平均值 |
||
|
M2 |
焊缝中心 |
33 |
34 |
28 |
31.7 |
|
熔合线 |
36 |
29 |
29 |
31.3 |
|
|
M3 |
焊缝中心 |
35 |
32 |
30 |
32.3 |
|
熔合线 |
48 |
49 |
77 |
58 |
|
|
母材标准 |
-- |
-- |
-- |
≥27 |
|
由试验结果可知,冲击吸收功均大于母材标准,满足设计要求。
3.4 宏观金相分析
图7为M2、M3试板焊缝截面宏观金相图片,由图可见,试板M2、M3正、背面两侧焊缝熔合良好。

图7 宏观金相试验图片
4 结论
Q420NQR1高强耐候H型钢(H630×200×15×20)鱼腹采用不开坡口双面埋弧焊,当选用直径为φ4mm的埋弧焊丝TH550-NQ-Ⅲ,配用SJ101焊剂,结论如下:
1)焊接接头力学性能、宏观金相合格;
2)焊接电弧稳定,焊接工艺性良好;
3)当正面焊接采用电流为600A~620A,电压为36V,焊接速度为8.3mm/s,背面焊接采用电流为680A~750A,电压为37V~38V,焊接速度为9.2mm/s~10mm/s,不开坡口的双面埋弧焊能焊透15mm厚板,同时焊接接头满足母材规定的性能要求。

