




隋显庭1,戴忠晨1,苟国庆2
(1.南车南京浦镇车辆有限公司,江苏 南京 210031,2.西南交通大学)
摘要:本文主要针对利用超声冲击对铝合金焊接结构进行处理,对比分析处理前后焊接接头残余应力的变化,并对处理后的铝合金焊接接头组织形貌进行分析。通过处理及分析焊接接头处的残余应力也重新分布,处于高能态的拉应力也转化为低能态的压应力。应力水平的下降,使构件的残余应力得到松弛,材料尺寸稳定性得到提高。
关键词: 超声冲击;残余应力;组织形貌;
中图分类号:U270.6+4 文献标识码:A
0 前言
铝合金型材轧制以及焊接过程中产生的残余应力,虽然随着时间的增加,会逐渐的减弱,但周期较长。同时,较大的残余应力不但会造成结构的变形,也会使得结构的 抗腐蚀性能大幅度下降,降低结构的安全可靠性。因此,必须提出一种合理的措施来降低或者削弱铝合金结构中较大的残余应力峰值分布¬[1]。据相关研究可知,铝合金表面喷砂处理可以使得结构表面产生残余压应力,且影响深度大约为0.3mm。而当高速列车到5级大修时,喷砂造成的残余应力影响已经削弱,部分区域变成的残余拉应力,表面喷砂的作用已消失。因此,需对影响深度更大、对组织性能影响更好的铝合金焊接接头残余应力处理工艺进行研究。
1 试验方法
采用超声冲击设备对A7N01铝合金焊接结构进行残余应力消除处理,超声冲击处理参数选用90s-2.2A,采用平片型及圆形冲击头对焊接结构进行处理。采用iXRD残余应力测试仪测试处理前后焊接结构的残余应力¬[2]。
2 试验结果与分析
2.1 残余应力对比试验
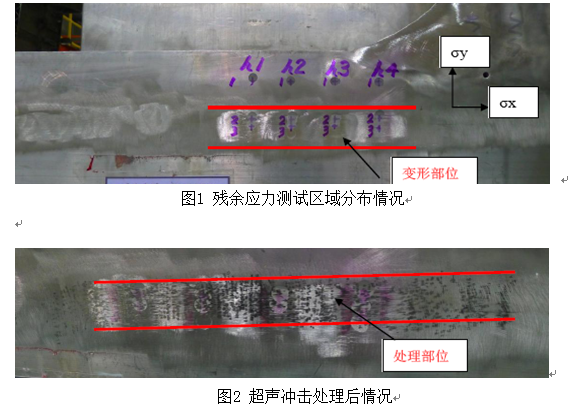
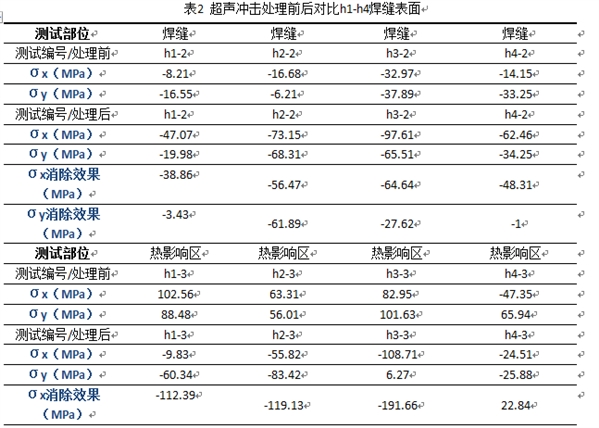
为了验证超声冲击处理前后的残余应力变化情况,在A7N01铝合金焊接结构上进行测试。如图1所示选取测试区域,分别标记为h1、h2、h3、h4。每个测试部位上选择3个测试点,其中1测试点代表母材区域,2测试点代表焊缝区域,3测试点代表热影响区,超声冲击后的母材表面如图2所示。
超声冲击前后的测试数据如下表2所示。
从超声冲击处理前后的对比分析可以看出,经过超声冲击处理后部位的表面残余应力无论是纵向应力还是横向应力峰值均下降,大部分区域的残余应力均变为压应力,压应力会使表面及浅表面的裂纹闭合趋势增加,裂纹扩展能力降低,有利于结构的承载。
2.2 残余应力深度影响实验
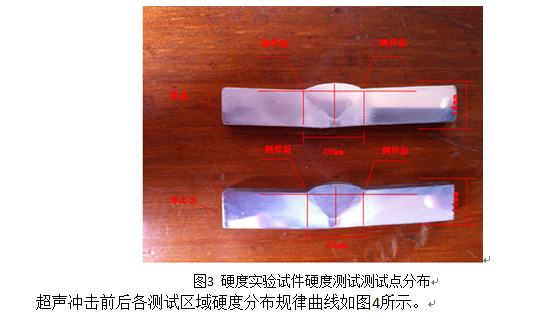
将原始状态试件以及经过90s-2.2A超声冲击处理后的焊接接头区域用线切割的方式制取试样,样品表面采用超声清洗除去表面污垢。试样断面经砂纸打磨和抛光,经混合酸(氢氟酸:盐酸:硝酸:蒸馏水=2:3:5:95)腐蚀后使用HVS-30型数显维氏硬度计分别在焊缝中心、两侧焊趾沿层深方向以间隔1mm的距离进行硬度测量,在距离焊缝上表面1mm的浅表层沿垂直于焊缝的方向以间隔1mm的距离进行硬度测试,硬度试验过程中,载荷选择为29.4N,保荷时间10s。硬度测试点分布如图3所示。

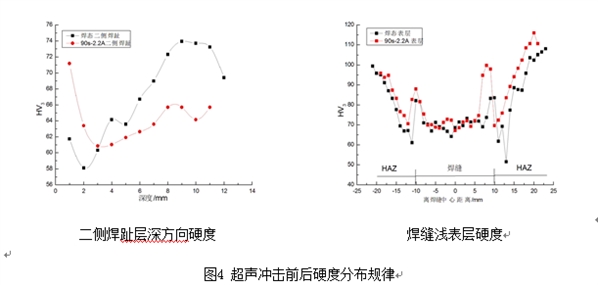
由图可明显的看到在距离表面1mm以内的位置,经过超声冲击处理过的焊缝中心和一二侧焊趾的硬度值都比焊态下的同位置处的硬度值高,当深度超过2mm后,焊缝中心在两种状态下的硬度值趋于一致。
通过分析,超声冲击处理可以使被处理的试件浅表层的硬度值增加,以焊缝中心的影响深度为基准,在90s—2.2A超声冲击工艺下其影响深度约为1mm。
2.3 超声冲击对显微组织的影响
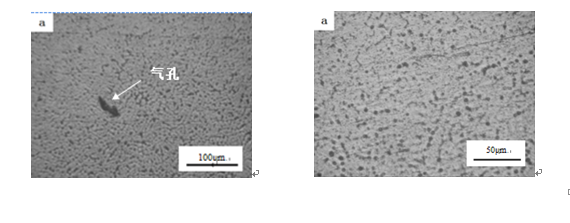
用ZEISS AX10金相显微镜和JSM-6490LV型扫描电镜分别观察焊接接头各区域的显微组织。焊态下,焊缝区、熔合区及热影响区的光学显微组织如图5所示。焊趾和熔合区是焊接接头应力值比较高的地方,缺陷会加剧此区域的应力集中,这不利于焊接结构在服役过程中的力学性能和安全使用性。所以熔合区是接头性能最薄弱的地方。热影响区显微组织呈现出经轧制后的明显分层,晶粒较为粗大。
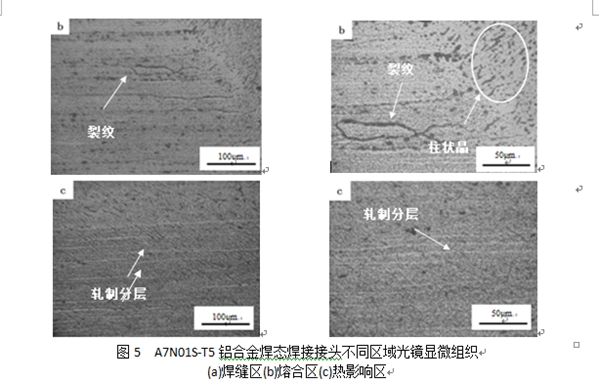
经超声冲击处理后,如图6所示,在焊缝表面采用超声冲击后在其顶部近表层形成的挤压塑性变形层有利于压应力的形成,这对材料疲劳强度的提高和材料的硬度都起到促进作用。在熔合线靠焊缝一侧的组织主要以垂直于熔合线的柱状晶为主,有明显的联生结晶特征,而靠母材一侧的组织组成比较复杂,但经过超声冲击处理后的熔合区近表面产生压缩的塑性变形,裂纹较焊态的要细小。超声冲击处理后,焊趾处塑性变形更加剧烈,可看见轧制纹路发生了细微弯曲。这都有利于在该区域产生压应力,抑制缺陷对接头不良影响,提高焊接接头的力学性能。

图6 A7N01S-T5铝合金超声冲击处理后焊接接头不同区域光镜显微组织
(a)焊缝区(b)熔合区(c)热影响区
3 结论
通过对超声冲击对铝合金焊接接头残余应力影响的研究,得出以下结论:
1、经过超声冲击处理后部位的表面残余应力无论是纵向应力还是横向应力峰值均下降,大部分区域的残余应力均变为压应力,且深度可达到1mm。
2、超声冲击处理后,焊趾处塑性变形更加剧烈,可看见轧制纹路发生了细微弯曲。这都有利于在该区域产生压应力,抑制缺陷对接头不良影响,提高焊接接头的力学性能。
3、通过文中实验,使用超声冲击处理的焊接结构可在表面深度1mm以内改变焊接结构残余应力状态,同时提升结构表面硬度,处理后的区域具有良好的焊接接头力学性能,是一种较好的残余应力消除工艺。
参考文献
[1] 王秋成.航空高强度铝合金残余应力的抑制与消除.航空材料学报,2002年 第3期.
[2] 张定铨.材料中残余应力的X射线衍射分析和作用.西安交通大学出版,1999.185-187.
作者姓名:隋显庭 电话:13914796034 单位:南车南京浦镇车辆有限公司 邮编:210031
通讯地址:南京市浦口区小柳工业园宇能公司4楼城轨技术部

